发布时间:2020-10-19 阅读量:1372 来源: 我爱方案网 作者: 我爱方案网
环氧树脂印刷线路板(PCB)行业的一些具体特性。一是流程性加工。不同于机械组装加工模式,它主要是由一种原料投入为主,其后的辅料投入、加工工艺都围绕该主要原料进行处理。并且由于多层板技术的出现,环氧树脂印刷线路板(PCB)行业中的回流生产(即重复进行某一个或某一段加工工序,不断的循环)情况也越来越多见。

主要原料模式,环氧树脂印刷线路板(PCB)中对于原料、物料是有明确的区分,根据同一主要原料可以产生多层父子工单的关联。而作为辅组性物料的投入则不需要考虑多层父子工单关系;制程区段模式,大多数工艺流程考虑是线性设计,即针对单一产品加工路线也呈单一化,由于计算机设计要求的数据唯一性,相同的作业工序在同一个工艺流程中通常也被限定为只能定义一次。因此遇到像环氧树脂印刷线路板(PCB)中回流生产的情况,通常的变通方式就是在语义上进行重复定义,即一次压合、二次压合等。但是这样处理会产生一个弊病,即实际上多次压合。而使用制程区段可以很好的解决这一问题,即在传统的工艺流程和作业工序中再加上一个层次,制程区段。这样可以将单独的工序剥离出来进行单独分析。
二是裁切。无论是前段的基板加工还是后段的环氧树脂印刷线路板(PCB)板产出,都必须经历的一个环节就是不断的裁切。例如热压前后需要根据设备情况进行裁切、基板大小需要切边、根据基板的多次处理机台大小,也需要多次从大尺寸裁切为小尺寸、最后产出的环氧树脂印刷线路板(PCB)板为出货尺寸,通常计量单位为粒。生产人员则会以正式需要出货的数量来定义投产量,即称投产多少粒。
三是压合。无论是前段加工基板还是后段加工多层板,都需要进行压合工作,即将2块面积形状相同的板压合为一块,在多层板压合的情况尤为明显。软件方面需要注意批次过账,如图中所示单面板A和B实际上的加工方式,产出的单面板是一样的,因此对于这一段的工序工人来说,其投产数量实际上比工单上显示的要翻倍,例如实际要产出200片双层板,那么此时对于单面板加工的工序,要投入的原料实际是以400片单面板来衡量。最好还是设定压合比例,由系统来帮助计算,在压合站前的投入数量会被按比例放大,这样既符合实际操作,又免去设计人员头脑中概念转换可能带来的错误。

其次是单片报废,与组装行业的报废不同,环氧树脂印刷线路板(PCB)的报废除了报废(将报废产品剔除)之外还有所谓的单片报废概念。原因在于压合工序通常是针对大片板进行的。一个大片板可以最终产出数量不等的最终产品。当压合前工序上发生瑕疵,造成单面板A或者B上某点质量不良时,生产人员不可能简单的将该大板扔弃,而是继续使用该材料,但是会针对该单面板记录一个单片报废数量,该数量是按照裁切比例来统计的。比如某面板A可以最终裁切为16粒环氧树脂印刷线路板(PCB)版,而当前加工工序中由于工艺问题,造成板上某个点坏损,因此该批次加工的结果为报废数为0(因为没有整片报废)而单片报废为1,该数量会随着工序流动向后累计,以作为生产统计以及最终产品产出之用。

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
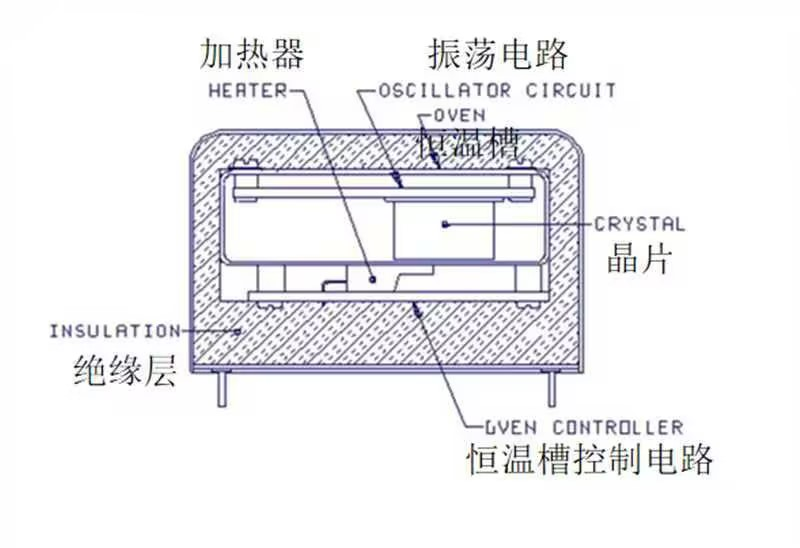
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



