发布时间:2020-10-27 阅读量:1318 来源: 我爱方案网 作者: 我爱方案网
镀件装载量是否恰当,对于镀金层能否在镀件上均匀分布也十分重要。无论是采用振动电镀方式还是滚镀方式,若镀件数量较少而低于装载量下限时,在电镀过程中镀件容易受到导电不良的影响,必须加入一些陪镀件以保证镀件不会中途断电,镀件均匀翻转。

当镀件装载量较大时,镀件在滚筒或振筛中位置相互交换不够充分,造成镀件之间镀层分布不均匀。通常按以下原则选择镀件装载量:)镀件在滚筒或振筛中能完全连续导电,不会因为装载量过少而造成导电不良;在滚筒或振筛中,镀件之间位置的相互交换状态良好;镀件装载量一般为滚筒或振筛容积的1/3,不超过1/2。
针对不同形状的镀件,在选用电镀方式时应该有所区分。例如:对异型镀件和带有孔径大于1 mm非盲孔的细长形状接触体而言,一般适宜采用滚镀的方式;对于孔径小于1 mm的小型插针、插孔,特别是带有盲孔的接触体而言,一般适宜采用振动电镀的方式使镀金层分布均匀。另外,在电镀过程中为了减小镀液浓差极化,应重视镀液的搅拌。一般采用循环过滤的方式。
采用旧式滚筒电镀的样件,镀件前后端镀层厚度差超过0.2μm;而采用新式滚筒电镀的样件,镀件前后端镀层厚度差仅为0.07μm左右。某高频连接器外壳A与外壳B,要求内孔4 ~ 6 mm处厚度要达到0.38μm的深孔镀金件。使用传统滚镀生产线以旧式滚筒电镀时,若要使镀件孔内金属厚度符合上述要求,则外表面金层厚度将分别达到0.5 ~ 0.9μm与1.5 ~ 2.0μm左右,金材浪费较大;采用新滚镀生产线以新式滚筒电镀后,在孔内检测点金层厚度达到0.38μm时,镀件外表面的厚度可以降低到0.6 ~ 0.7μm。这说明在镀层厚度分布上,采用改进后的新式滚筒镀出的镀件,镀层厚度比较均匀,这也说明电镀设备的改进可以改善镀金层在镀件表面的分布,使镀层更为均匀。
镀件的基体形状不同,则镀层的均匀性也不同。越是细长或孔越深的接触件,其镀层的均匀性越差。以前的生产工序流程是:电镀工序除油─酸洗─钝化─电镀─成品工序收口后装配。由于在电镀过程中镀件相互对插,导致部分镀件孔内金层厚度达到0.2μm以上,部分镀件孔内没有镀金层。后将生产工序流程改为:电镀工序除油─酸洗─钝化─成品工序收口─电镀工序电镀─成品工序装配,镀件对插的问题得以解决。

按原生产工序进行镀金操作时,由于要考虑电镀时镀件对插的影响,为了保证镀金后孔内厚度按要求达到0.1μm,大部分镀件的金层超厚,造成生产成本浪费;而改进生产工序后,镀层平均厚度明显下降。由此可见,当镀件的基体形状影响到镀层分布时,在不能及时改变镀件设计尺寸的情况下,如果采取合适的工艺流程也可以改善镀金层在零件表面的分布,同时达到节约生产成本的目的。
推荐阅读:

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
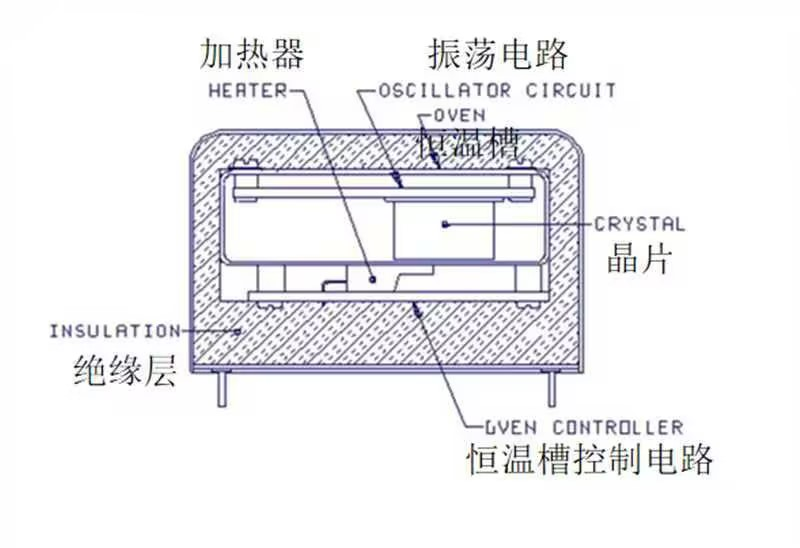
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



