发布时间:2021-08-16 阅读量:4268 来源: 我爱方案网 作者: 我爱方案网整理
一、DMV双摄像机检测原理 激光切割机是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。 客户目前的需要激光切割的板材尺寸约为1m×1.2m,需要利用激光切割出如图1的一个个小矩形,切割精度要求为0.05mm。由于被切割材料本体比较长,在上料的时候,往往很难保证其一致性,所以需要考虑采用视觉(又称CCD)来检测板材的倾斜角度以及偏移量。
二、系统配置

三、方案实施 由于材料本体尺寸比较大,如果将被测物完全拍摄到,则其检测精度必然无法达到要求。所以考虑只拍摄该板材上的上下两个MARK(标记)的位置,获知两个MARK点的偏移量后可通过推导得出该板材的整体偏移量以及旋转角度。 为确保检测精度,所以考虑采用一个相机各拍摄一个MARK的方法。本系统中采用2个相机和4个光源的架构。

在材料无任何旋转以及偏移的情况下,两个MARK点的理论坐标为X1,Y1与X2,Y2。在实际上料以后,相机拍摄后会获取实际的坐标X3,Y3和X4,Y4。由此就可得:ΔX1=X1-X3;ΔX2=X2-X4;ΔY1=Y1-Y3;ΔY2=Y2-Y2 根据上位机软件的计算,实际坐标之间的连线与理论坐标的连线就可获知该板材的旋转角度θ角。结合水平ΔX1,ΔX2以及垂直方向的ΔY1以及ΔY2,就可准确获知板材的整体偏移及旋转角度。由于本案检测精度要求较高,MARK点的设置也变的尤为重要,经过多方讨论,最终确定MARK采用如下方案:
二、由于拍摄距离客户要求330mm的物距,以及考虑到检测精度要求,所以采用2个增倍镜头以及接环。本项目都采用80万像素的相机,分辨率为1024×768,可根据分布像素推算检测精度: 4mm/1024pixel= 0.004mm/pixel(一个像素值代表0.003mm);考虑到系统存在检测误差以及外部光源干扰与振动干扰,可以计算,本系统检测精度在0.012mm。 可使用“边形匹配”工具,定位Mark点的位置。接着使用“边缘位置”工具,检测Mark点的交叉点X,Y轴坐标。 同时,本DMV系统支持以太网通讯功能,可将检测到的坐标偏移量,通过以太网通讯的方式送到上位机,并进行处理。本案中客户采用的上位机是工业电脑。四、实施效果 在本切割系统中,视觉定位为其精度的切割提供了最前端的检测数据。为其最终获得满足要求的切割精度提供了保证。
推荐阅读:

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
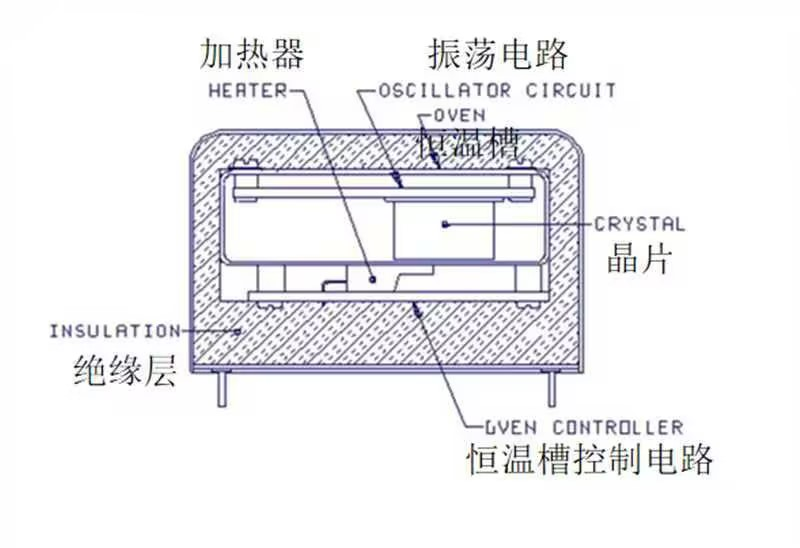
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



