发布时间:2021-09-8 阅读量:1292 来源: 我爱方案网 作者: 我爱方案网整理
FANUC机器人
自动加工生产线配置了两台FANUC Robot M-20iA搬运系统机器人,其中一台机器人作为行走机器人R1,使用FANUC伺服电动机αiF12/3000控制,通过精密减速机、齿轮及齿条进行传动,重复精度高,可以轻松适应机床在导轨两侧布置的方案。主要用于毛坯工件的抓取、机床上料、加工工序间工件抓取以及加工成品卸除并运送到传输带上。另一台固定机器人R2结合FANUC独有的智能机器人技术(iRVision视觉功能),用于下料,在料筐里码放加工成品。
FANUC Robot M-20iA机器人各环节每一个结合处为一个关节点或坐标系,其外形及各关节位置如图1所示。

图1 FANUC机器人外形图
2.自动加工线设备布置
电机外壳自动加工生产线由上料输送带和下料输送带(分别配置iRVision视觉系统)、行走机器人R1(导轨式)、固定机器人R2、两台VM850立式加工中心、一台CLX360数控车床、成品料筐和系统控制柜等组成,各设备布置如图2所示。

图2 加工线设备布置图
3.数控加工工艺
工件为电机外壳,如图3所示,为大批量生产,材料是ADC12铝合金。加工内容包含端面铣削钻孔、攻螺纹和内孔车削等内容。

图3 电机外壳零件图
零件加工工序内容分配如下:(1)VM850立式加工中心1进行M4螺纹底孔钻孔、M4螺纹攻螺纹及铣削外圆凸台工序加工,如图4所示。

图4 加工中心l力口工工序图
(2)VM850加工中心2进行钻6个Φ5.5mm的通孔、孔口倒角工序加工,如图5所示。

图5 加工中心2加工工序图
(3)CLX360数控车床进行内孔及台阶孔、孔口倒角工序加工,如图6所示。

图6 数控车床加工工序图
此外,还需要设计专用夹具,加工中心夹具采用内夹方式,数控车床采用外夹方式。利用机器人与数控机床加工组合应用技术,以自动上下料的方式加工此工件,提高加工效率。
4.机器人自动上下料动作设计
根据工件的外形特点设计机器人气动手爪部件,包含气动、传感器及机械部件等。工件加工工艺流程如下:①毛坯工件摆放在上料传送带上。②行走机器人R1复合手爪抓取毛坯工件,行走到加工中心1位置,将工件安装到加工中心1的专用夹具上,如图7所示。③待加工中心1加工完成后,行走机器人R1复合手爪取下工件,行走到加工中心2位置,将工件安装到加工中心2的专用夹具上,如图8所示。④待加工中心2加工完成后,行走机器人R1取下工件到数控车床位置,将工件安装到专用夹具上,如图9所示。待工件加工完成后取下工件,机器人行走到工件翻转台位置,进行工件翻转、交换,如图10所示。⑤工件在翻转台进行交换后,机器人R1把加工成品放置在下料传送带上,如图11所示,由机器人R2进行工件下料、自动码放在成品料筐中,如图12所示。

至此,结束一个完整的加工流程。各加工工序有相应的节拍,经过调整CNC加工程序以及机器人动作程序后,可实现数控机床加工与机器人上下料的完美组合。
5.专用夹具设计
依据三台数控机床各自的加工工序任务,设计三套组合气动夹具,介绍如下。
(1)立式加工中心1专用夹具:立式加工中心1进行钻孔、攻螺纹及铣削外圆凸台工序加工,设计以一面两销定位工件、以气动旋转夹紧器夹紧方式的夹具,如图13所示。

图13 加工中心1夹具
(2)立式加工中心2专用夹具:立式加工中心2进行钻6个Φ5.5mm的通孔、孔口倒角工序加工,设计以气动三爪自定心卡盘夹紧工件,以两个弹性V形块定向的夹具,如图14所示。

图14 加工中心2夹具
(3)数控车床专用夹具:数控车床进行内孔及台阶孔、孔口倒角工序加工,设计以一面两销定位工件、以气动旋转夹紧器夹紧方式的夹具,如图15所示。

图15 数控车床夹具
推荐阅读:

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
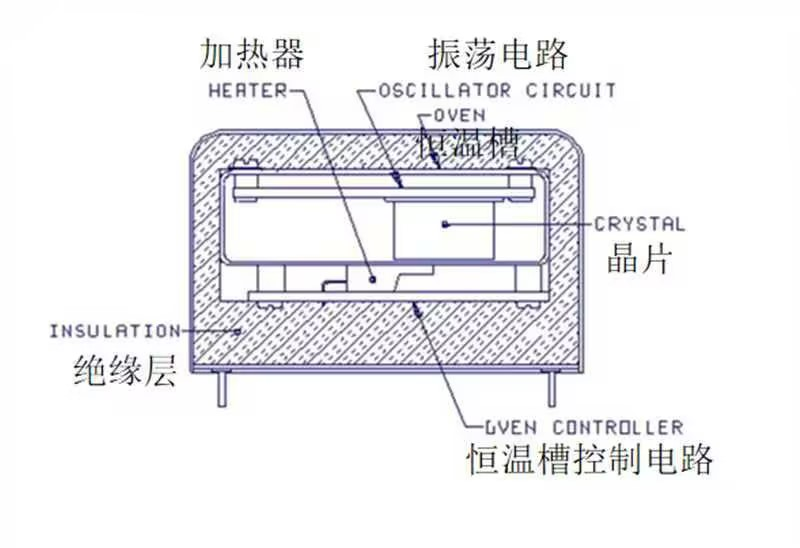
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



