发布时间:2021-09-9 阅读量:853 来源: 我爱方案网 作者: 我爱方案网整理
电动机噪声也是一种噪声源,其噪声水平是衡量电动机质量的重要指标之一。但是如何降低电动机的机械噪声和电磁噪声是一个关键性的的课题。针对电动机常见的机械噪声和电磁噪声,大兰油泵电机进行分析并采取相应的措施,使之降低到一定的水平。具体方法如下:

1、降低机械噪声的方法
①轴承的选用
轴承是电机里连接定子与转子的精密零件,应选用满足应用要求的优良轴承,不能让轴承成为电机运行时的主要振动源。一般电机专用轴承具有Z2及以上的振动等级。
②轴承的正确润滑
轴承在填充足量油脂后,应保证滚动体、保持架和滚道之间要有一层均匀的油膜。在这里,滚动体和滚道之间的均匀油膜是主要的,但也不能忽略保持架与滚动体之间润滑问题。为此,我们在对轴承进行注脂时,设计了专门的注脂设备,对每一套轴承滚动体进行多点(根据轴承规格的大小采用6~15点)同时注脂,并且在注脂过成中,边注边转动轴承(内外圈的相对转动)直至将轴承空间加满油脂。
③端盖的结构
针对在加工过程中,因担心零部件报废,尺寸偏向于最大实体边界,造成与轴承内圈配合的转轴尺寸偏大。如轴承挡图纸尺寸为Φ30(+0.002~+0.011),实际加工尺寸大多Φ30.01,端盖轴承室尺寸Φ62(0~+0.019),实际加工尺寸大多Φ62.0。这种配合对轴承的配合是不利的。将使得轴承内、外圈的过盈量加大,造成滚动体和滚道之间的间隙变小,使得轴承产生异响。我们将以上公差分别进行了调整,轴承挡尺寸Φ30(+0.002~+0.011)改为Φ30(0~+0.009),端盖轴承室尺寸Φ62(0~+0.019)改为Φ62(-0.004~+0.015)。在通过以上调整后,测试结果显示电机的振动和噪声值均有所下降。
2、降低电磁噪声的方法
①加工时采取相应的工艺方法,保证电机装配后气隙的均匀性。
首先只将机座内膛精加工,而后定子压装采用热套的方法,减少压装过程中机座的变形。在压入有绕组定子铁心后,在对线包进行保护后,采用撑铁芯内膛,精车机座两端止口端面和环面,以保证机座两端止口与机座内膛的同心度。
此种加工方法区别于通常铸铁机座完全的加工成成品,直接压装有绕组定子铁芯,便完成定子制作的工艺在设计方案上我们也进行了一些调整,通过增加铁长和线圈匝数,降低电磁密度,来降低电磁噪声。通过采用正弦绕组和选择合适的槽斜度,使气隙磁场力接近正弦波形。
②设计、制造出低噪声电机
在设计和制造时,分析其噪声产生的原因,在设计和生产制造工艺上进行调整,可有效地降低噪声。

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
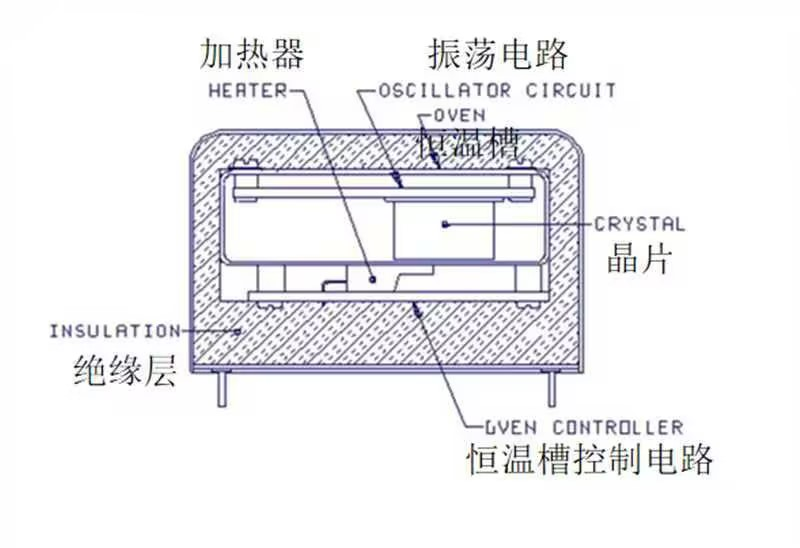
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



