发布时间:2022-05-11 阅读量:1243 来源: 我爱方案网整理 发布人: Aurora
随着世界制造业的快速发展,焊接技术应用越来越广泛,焊接技术水平也越来越高,本文从不同板厚、不同焊接工艺分析其所适合的应用领域。
一、不同板厚的应用领域、焊接工艺比较

二、不同焊接方式的应用场景

三、不同板厚的焊接应用场景
1、板厚:0-6毫米
(1)焊接方式:激光自熔焊接(间隙<10%工件厚度)

(2)使用行业及领域:3C

(3)焊接方式:激光钎焊
(4)使用行业及领域:五金厨具、汽车零配件、白车身、动力汽车、管件(水管)等
(5)使用场景示例



2、板厚:6-25mm
(1)焊接方式:激光-电弧复合焊接
(2)激光-电弧复合焊接特点:激光和电弧同时施加在工件上,激光作用下产生的等离子云会降低激光能量利用率,而电弧等离子体会稀释等离子云,提高激光能量利用率。


(3)激光-电弧复合焊与传统氩弧焊的优劣势对比
优势:使用激光-电弧复合焊接能够降低焊接过程中的总热量输入,显著降低工件热变形现象,改善焊缝外观,降低在焊接中的能源消耗,提高船体的制造精度,减少辅助加工工序如现场切割调整,变形校正等。
劣势:激光-电弧复合焊对来料的精度要求较纯电弧焊接高,需要焊接板之间的间隙小。
(4)使用行业及领域:管件(油管、水管)、铁路机车(如车厢侧墙)、集装箱、工程机械(如高强度起重机臂架)、建筑机械、煤炭机械、机床、风电、锅炉及压力容器。
(5)使用场景示例





3、板厚25mm以上
(1)焊接方式:电弧焊(适用尺寸精度低的工件)

(2)使用行业及领域:桥梁、重工、港建、建筑、船舶
(3)使用场景示例:港珠澳大桥钢索塔Z0节段承压板厚达150mm,由4块长度超过10m的Q345碳钢焊接而成

(4)焊接方式:激光焊(适用尺寸精度高的工件)
(5)使用行业及领域:军工
(6)实现方式:和高校及研究所合作完成
激光电弧复合焊既有高的焊接效率又有较高的间隙容忍度,是中厚板激光焊接的优选焊接方法,也是轨道交通、船舶制造、大型装备制造等工业领域替代传统焊接的焊接方式。自2010年来国家加大对轨道交通的投资,船舶制造向智能制造发展。未来的智能制造对来料的精度,装备的自动化提出了很高的需求,激光电弧复合焊结合机械自动化将有巨大的市场规模和应用前景!

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
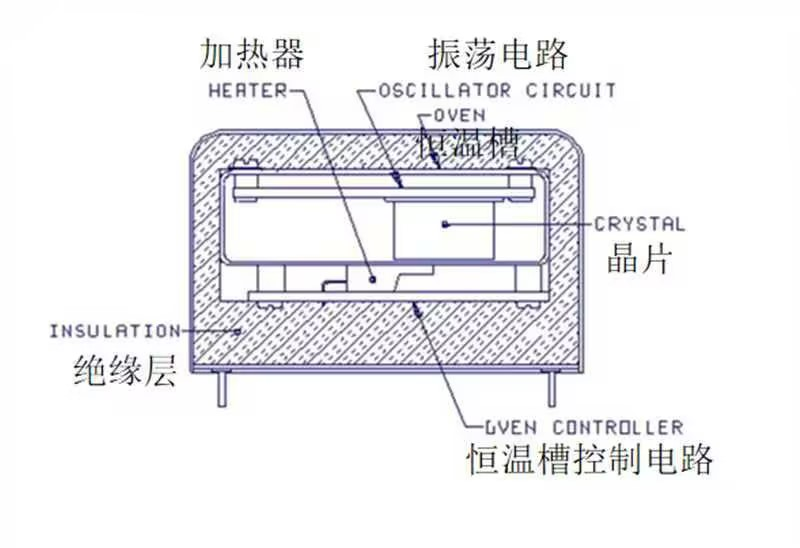
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



