发布时间:2022-06-13 阅读量:1340 来源: 我爱方案网整理 发布人: Aurora
曲轴孔作为发动机缸体的重要孔系和设计及定位基准, 其加工质量直接影响发动机的装配精度及整体运转性能。曲轴孔的形状精度、位置精度要求高,在专用机床上用镗刀加工曲轴孔或在加工中心上掉头镗曲轴孔,存在各种局限性,近来采用带推拉杆的加工中心展开式镗刀加工逐渐被关注和应用。

带推拉杆的展开式曲轴加工方法
带推拉杆的展开式曲轴孔镗刀,具有收刀、胀刀加工、自动换刀及直径自动补偿等功能。以某发动机缸体曲轴孔的加工为例, 对采用带推拉杆的加工中心展开式曲轴孔镗刀应用进行分析,通过刀具推拉杆的轴向移动,实现半精镗刀片和精镗刀片的径向收刀、胀刀,以及直径方向刀具补偿等功能。

图1 刀具推拉杆轴向位置
1.刀具推拉杆位置
如图1、图2所示,以某具有胀刀功能的曲轴孔镗刀为例,对刀具推拉杆位置进行说明。
-换刀位置。推拉杆基准距离 HSK 刀柄端面32±0.005 mm。
-正常加工位置。推拉杆基准距离 HSK 刀柄端面 56 mm。
-补偿极限位置。

图2 刀具推拉杆位移量与胀刀量
推拉杆基准距离HSK刀柄端面59mm。刀具推拉杆的轴向位移量是通过控制主轴推拉杆的轴向位移量来实现的。
2.曲轴孔半精镗、精镗前后刀片距离孔壁间隙
在展开式曲轴孔镗刀处于收刀状态下,半精镗刀片至孔壁间隙,镗前尺寸为0.795mm,镗后尺寸为0.63mm。精镗刀片至孔壁间隙,镗前尺寸为1.41mm,镗后尺寸为1.25mm。可见, 镗前进刀过程中半精镗刀片和精镗刀片不会有磕碰孔壁的情况发生, 为采用加工中心进行曲轴孔镗削加工并在镗刀导向端支撑创造了条件。

图3 胀开式镗刀结构
3.展开式曲轴孔镗刀胀刀原理
加工中心主轴推拉杆与刀具推拉杆连接, 通过控制主轴推拉杆往返位移来实现刀具推拉杆的锥度楔块驱动顶销作径向移动,顶销顶起刀夹。同时,通过刀夹旋转轴压缩复位弹簧, 实现刀片的径向胀刀和直径补偿。

图4 胀开式刀具工作原理
主轴推拉杆向前移动 ,带动刀具推拉杆向前移动,弹簧使刀夹复位。刀片径向收刀到位,在收刀状态下实现无切削进刀和退刀。主轴推拉杆将刀具推拉杆推至换刀位置,加工中心实现自动换刀。

图5 展开式曲轴孔镗刀末端结构
4.换刀结构
展开式曲轴孔镗刀通过刀具推拉杆与主轴推拉杆连接,主轴推拉杆带动刀具推拉杆在换刀位置旋转90°进行换刀。主轴推拉杆末端和刀具推拉杆前端通过键与键槽连接并固定,以保证连接的稳定性。同时,这一刀具采用内冷方式冷却,可以保证刀具冷却的充分性。

图6 刀具推拉杆末端结构
5.主轴换刀原理
由于展开式曲轴孔镗刀具有胀刀功能,因此对加工中心主轴结构也有特殊要求,方可满足展开式曲轴孔镗刀的换刀需求。
主轴推拉杆与刀具推拉杆结构如图7所示。在加工状态下,主轴推拉杆键槽和主轴啮合键啮合,主轴推拉杆带动刀具与主轴同步旋转。收刀状态下,主轴推拉杆向前移动至加工收刀位置, 主轴推拉杆与壳体固定零件啮合,主轴推拉杆相对于壳体固定零件保持静止。

图7 主轴推拉杆与刀具推拉杆结构
主轴换刀时, 刀具推拉杆和主轴推拉杆均处于换刀位置,主轴推拉杆插入壳体固定零件的键槽,然后主轴推拉杆旋转 90°, 刀具推拉杆和主轴推拉杆完全啮合或脱开,完成换刀动作。由于在换刀状态下, 主轴推拉杆插入到壳体零件固定的键槽中,因此换刀时推拉杆的角度是固定的。
以盘式刀库为例,运动学换刀方式需要主轴在某个倾斜角度换刀,带有推拉杆的主轴无法满足该刀库的换刀角度要求, 所以需要采用换刀臂式换刀方式换刀臂末端可以旋转,从而满足对换刀角度的要求。
曲轴加工工艺分析
展开式曲轴孔镗刀加工工艺具有较高的加工生产率,加工精度能满足要求,因此采用曲轴孔两刀两工序加工。为满足和提升生产效率,在镗杆上安装了四组刀片,同时完成半精镗、精镗加工。

加工工艺为:主轴推拉杆和刀具推拉杆处于收刀位置→曲轴孔镗刀轴向进给至加工位置→主轴推拉杆轴向拉动刀具推拉杆至加工位置,半精镗、精镗刀片胀刀到位→曲轴孔镗刀半精镗、精镗加工→半精镗、精镗加工完成→主轴推拉杆轴向推动刀具推拉杆至加工收刀位置→在刀片处于收刀状态下退刀。
曲轴孔镗刀镗模结构
曲轴孔镗刀镗模的结构主要分为四种:单支撑前引导镗模、单支撑后引导镗模、双支撑后引导镗模、前后支撑引导镗模。由于加工中心主轴的刚性和定位精度等都较好,因此一般采用单支撑后引导镗模。

图8 曲轴孔镗刀镗模结构
为使镗杆能准确、顺利地进入镗套,镗刀镗杆导向条上设置有导向键,镗套上开键槽,同时通过液压定位插销保证镗套上导向槽的位置固定,从而确保镗套键槽和刀具导向杆上导向键之间的相对位置。
工作时,主轴选择镗刀并旋转至固定位置,然后轴向进刀,通过刀具导向杆上导向键与镗套上导向槽配合连接,对刀具精确定位。
由于展开式曲轴孔镗刀具有直径补偿功能,减小了因刀片磨损而引起的曲轴孔直径变化,过程能力指数相比传统曲轴孔加工方式更高,加工稳定性更好。通过与传统曲轴孔加工方案的比较,并对展开式曲轴孔镗刀在加工中心进行应用研究,刀具自动补偿功能提高了加工效率和加工稳定性,对发动机缸体机加工具有一定的指导意义。

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
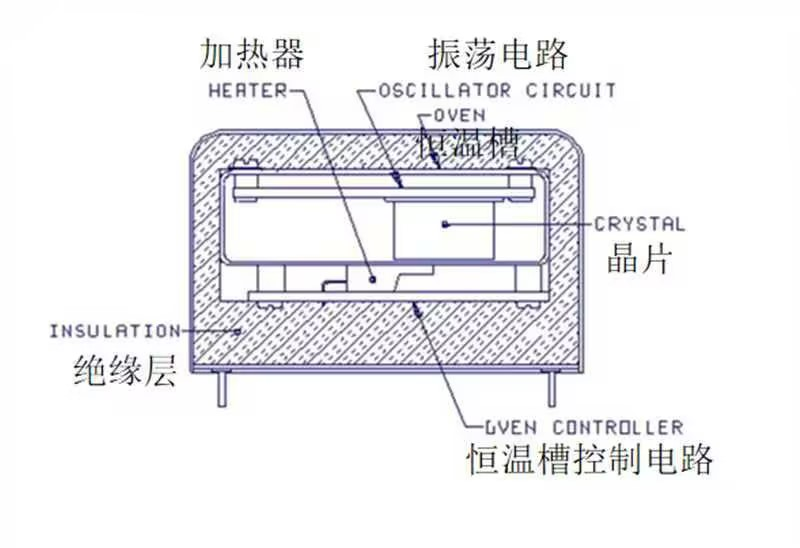
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



