发布时间:2022-06-24 阅读量:877 来源: 我爱方案网整理 发布人: Aurora
数控机床是一种高效的自动化机床,它综合了计算机技术,自动化技术,伺服驱动,精密测量和精密机械等各个领域的全新的技术成果,是一门新兴的机械控制技术。由于其经济性能好,生产效益高,在生产上处于越来越重要的地位。但是由于数控机床的先进性和故障的不稳定性,大部分故障都是以综合故障形式出现,所以数控机床的维修难度较大,并且数控机床维修工作的不规范,使得数控维修工作处于一种混乱状态,为了提高数控机床的利用,结合数控机床的维修原理,本文浅谈一下对于数控机床的维修的一般方法。

望
当数控机床出现故障时,首先要搞清楚故障现象,怎样发生及发生的过程。如果故障可以再现,应该观察故障发生的过程,只有了解到第一手情况,才有利于故障的排除。
同时观察是否有机械性的损伤;以及有无烧灼痕迹,电阻及导线是否已经变色;运转和密封部位有无异常情况,诸如飞溅物、脱落物、溢出物,油、烟、火星等;断路器、继电器是否跳闸,熔断器是否熔断;机床电源是否缺相,三相是否严重不平横,机床电压是否正常;电气元器件上的零件有无脱落、断线、卡死、接头松动等情况;开关是否合适;操作者的加工程序是否正确等。这一步对于数控机床的维修检测是最直观,也是最考验检修者对机床的硬件构造熟悉程度的一步。
闻
辨别有无异味。当机床运动部件发生剧烈摩擦时,电气绝缘层会烧损,同时会产生油、烟、气、以及绝缘材料的焦糊味;当机床放电时会产生臭氧味,还会听到放电声音。
问
即询问机床发生故障时的情况。在数控加工时最好制定严格的管理措施,规定操作人员在遇到故障时能作出详细记录。这样可以避免发生故障时维修人员不在周围而能准确反映故障的具体情况。数控机床发生故障时,首先要停止机床,保护现场,操作人员对故障进行尽可能详细的记录,其中重要的信息都要详细的观察并记录,例如:故障发生时的现象,发生故障的部位,以及发生故障时机床的状态和控制系统的情况等。若故障在自动加工方式下发生,则应记录发生故障时的加工程序号,出现故障的程序段号,加工时采用的刀具号等具体信息。若发生加工精度超差或轮廓误差过大等故障时,应记录被加工工件号,并保留不合格工件,以留待具体分析。在发生故障时,若系统有报警显示,则应当记录系统的报警显示情况与报警代码。若为加工零件时发生的故障,则应记录加工同类工件时发生故障的概率情况等等。
切
即针对故障的现象来进行诊断,从而进行维修,这一步也是数控机床维修最重要的一步。
其中又可以分成以下几个具体步骤来完成。
1.系统参数检查法
现在数控机床的操作系统自诊断功能越来越强,数控机床的大部分故障都能诊断出来并采取相应的措施。当数控机床出现故障时,有时在显示器上显示报警信息,有时在数控装置上、PLC装置上和驱动装置上还会有报警装置,例如报警灯会闪烁,蜂鸣等。这时首先要检查维修说明书,查看相对应的参数设置。系统参数的丢失、不正确设置都会引起机床性能的改变或故障。例如FANUC系统机床自动加工中机床刀架停止运动并且屏幕显示500,501报警,查询参数手册得知对应的参数为存储行程限位正负极限值超出,这时可将机床改为手摇状态摇动刀架至正确行程范围并改正参数,报警即可解除。
2.复位机床法
在加工中,由于瞬时故障引起的系统报警,可采用硬件复位或者打开关闭系统电源依次来清除故障,若系统工作存贮区由于掉电、拔插线路板或电池欠压所造成的系统混乱,则必须对系统进行初始化清除,在清除前应注意做好重要数据的拷贝记录,若初始化后故障仍无法排除,则进行硬件诊断。
3.测量诊断法
测量法是诊断设备故障的基本方法,我们可以使用万用表、示波器、逻辑测试仪等仪器对电子线路进行测量。例如,确定数控系统三相电源的相序时可以采用相序表测量,即将三相电源线接到相序表,当相序正确时,相序表按顺时针方向旋转,反之则逆。也可以采用双通道示波器测量,如果相序正确,则每两相的波形在相位上相差120°。
4.原理分析法
当其他维修方法难以解决故障时,可以从机床工作的工作原理出发一步一步进行检查,最终查出故障原因。例如,笔者曾遇到一台采用FANUC0iTD系统的机床,加工螺纹时出现乱牙的现象,根据数控系统位置控制的基本原理,基本可以确定故障出在旋转编码器上,而且很有可能是反馈信号丢失,这样,一旦数控装置给出进给量的指令位置,那么反馈回来的实际位置就会始终不正确,位置误差始终不能消除,导致螺纹插补出现问题。当拆下脉冲编码器进行检查时,发现编码器里面的灯丝已断,导致无反馈输入信号,与原理分析的现象吻合,在更换编码器后,故障排除。
5.器件交换法
对于一些涉及到控制系统的故障,有时不容易确认是哪一部分有问题,在确保没有进一步损坏的情况下,可以采取对怀疑有故障的部件或元器件,用相同的备件或同型号机床上或本机床上其他部分的相同部件或元器件来替换,以确定是否发生故障。如果更换器件后故障解除,则可以确定为是器件损坏导致,若故障依旧,则证明器件完好,可以用其他方法继续检测。
数控机床维修技术作为一门新的行业,它的直接目的和最终结果就是使数控机床恢复正常运行,从而保证设备的顺利使用。数控技术的发展可谓是日新月异,新设备,新系统层出不穷,作为从事数控系统维修技术的相关人员,就应该不断地学习和掌握新的知识与技术,并将其总结,归纳,使其具有可利用性、持续发展性,为行业内的其余人员提供参考。

晶振的启动时间,通常是指其通电后进入稳定振荡状态所需的时间。若启动时间过长,可从以下五个常见的影响因素方面进行优化。
RTC(Real-Time Clock,实时时钟)芯片作为一种独立的专用计时器件,其核心功能包括提供稳定的日历时钟、在主电源断电后持续运行、支持定时中断以及输出高精度时间戳,为各类嵌入式系统提供可靠的时间基准。
时钟系统是保障微控制器(MCU)稳定运行的核心,而晶振作为关键时钟源,主要分为无源晶振与有源晶振两种类型。下面将围绕工作原理、硬件接口、电气特性及其在MCU中的适配场景等维度,系统解析这两类晶振与MCU之间的关联逻辑。
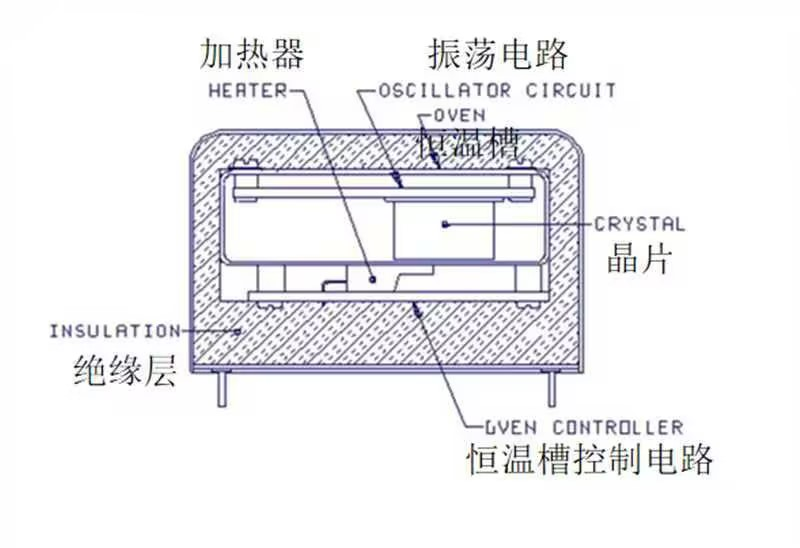
恒温晶振(Oven Controlled Crystal Oscillator,简称OCXO)是高精度频率源的核心组件,选用切型更优(如SC切、AT切高精度型)、封装应力极小的高Q值晶片,通过恒温槽的超精密控温,让晶振始终工作在零温度系数点,几乎消除温度引发的频率漂移。

晶振倍频干扰(即高次谐波辐射)是电磁兼容(EMC)设计中非常棘手的问题,通常表现为基频25MHz的5次、7次谐波(如125MHz、175MHz等)处辐射超标。该问题源于晶振输出方波信号包含丰富的高次谐波成分,若PCB布局不当,晶振及其走线极易构成高效辐射天线,导致电磁干扰增强。



